对丽水 变压器油箱喷砂处理方法厂家产品还心存疑虑吗?观看这个视频,我们的专业团队将为您详细解读产品的特点和优势,让您信心倍增。
以下是:丽水丽水 变压器油箱喷砂处理方法厂家的图文介绍

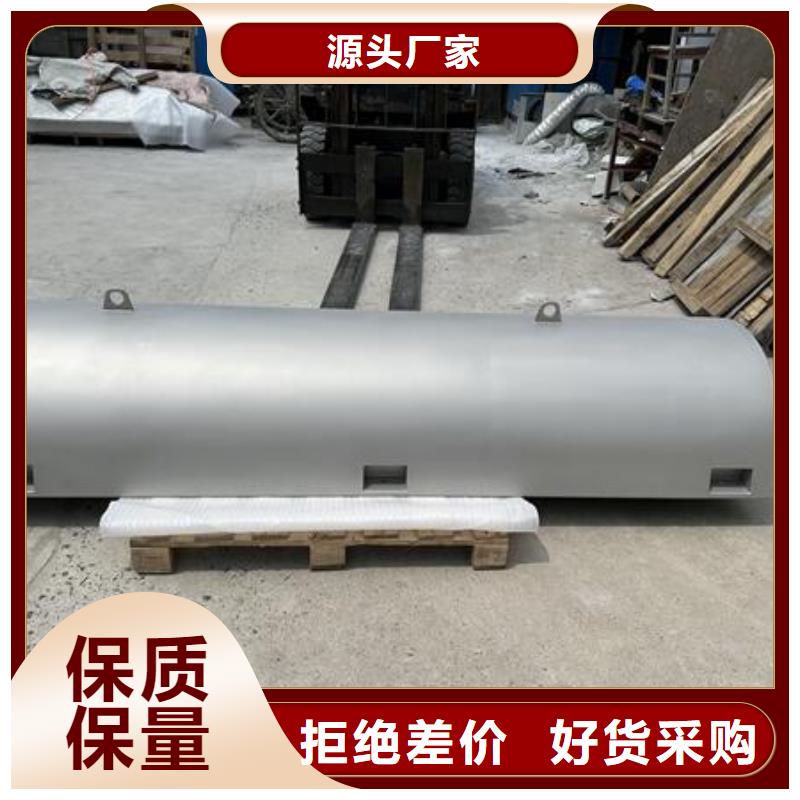
量大从优严选用料
我们用实力和品质说话
丽水玻璃喷砂加工
丽水玻璃喷砂加工的详细介绍
可接急单美观大方

喷砂和喷丸的区别
喷丸是以金属弹丸,利用压缩空气或机械离心力为动力和摩擦力来除去金属锈蚀的方法。弹丸直径在0.2-2.5mm之间,压缩空气压力为0.2-0.6Mpa,喷流与表面角度为30度-90度左右。喷嘴系用T7或T8工具钢制成并淬火至硬度50-55HRC,每个喷嘴使用期限为15-20天。
喷丸是用来清除厚度不小于2mm的或不要求保持准确尺寸及轮廓的中型、丽水当地大型金属制品以及铸锻件上的氧化皮、丽水当地铁锈、丽水当地型砂及旧漆膜。是表面涂(镀)覆前的一种清理方法。广泛用于大型造船厂、丽水当地重型机械厂、丽水当地汽车厂等。用喷丸进行表面处理,打击力大,清理效果明显。但喷丸对薄板工件的处理,容易使工件变形,且钢丸打击到工件表面(无论抛丸或喷丸)使金属基材产生变形,由于Fe3O4和Fe2O3没有塑性,破碎后剥离,而油膜与基材一同变形,所以对带有油污的工件,抛丸、丽水当地喷丸无法彻底清除油污。
喷砂也是一种机械清理方法,但并喷砂不是喷丸,喷砂用的是砂粒如石英砂,喷丸用的是金属弹丸。在现有的工件表面处理方法中,清理效果 的还数喷砂清理。喷砂适用于工件表面要求较高的清理

PRODUCT DETAILS
产品细节
PRODUCT DETAILS

精心选择优质材料制作而成,丽水玻璃喷砂加工规格多样可选,满足您的各种需求。

厂家经验丰富,直接供货,丽水玻璃喷砂加工无二次销售环节,质量放心。

03
成熟工艺成熟工艺MatureTechnology
支持定做,十余年经验,丽水玻璃喷砂加工质量保障,出厂经过严格的质检。
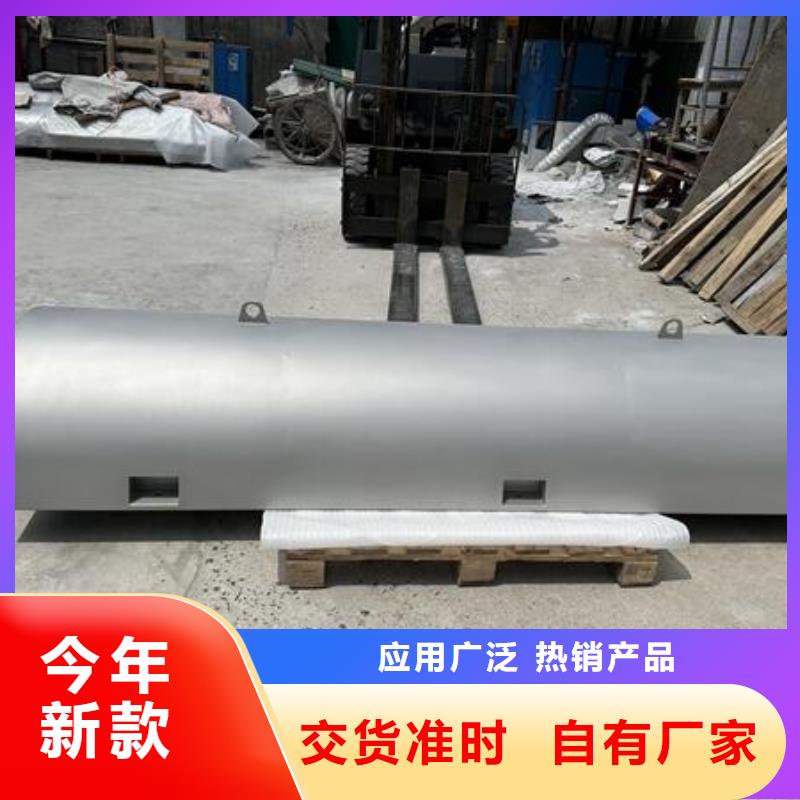
PRODUCT PHOTOGRAPH
产品实拍
PRODUCT PHOTOGRAPH
COMPANY PROFILE
公司介绍
COMPANY PROFILE
展望未来,表面喷砂处理(元开)机械设备有限公司将本着“以诚信为根本、以客户为中心”的现代营销理念,不断提升 玻璃喷砂加工、产品质量,不断完善服务体系,源源不断地为广大消费者创造高品质、高档次、高价值的 玻璃喷砂加工、精品!





 扫一扫
扫一扫










